DEK印刷机高级培训教材
DEK INFINITY 培训教材
一、DEK软件的安装
DEK机器由工业PC电脑作为主控,其操作系统和应用软件都存放在电脑硬盘中,其中C盘安装WINDOWS系统,D盘DEK机的应用软件。DEK INFINITY 软件的的安装大致过程如下(具体安装过程中会有详细的提示):
安装之前,用软盘备份CONFIG.CFG及CONFIG.TXT文件,先用SP06安装盘安装Windows软件及DEK应用软件,最后用SP04安装盘安装DEK补丁程序。步骤如下:
1、备份CONFIG.CFG 及CONFIG.TXT文件。
2、安装Windows及DEK SOFTWARE 06(SP06安装盘) 。
3、拷贝回备份的CONFIG.CFG 及CONFIG.TXT文件。
4、设置触摸屏的中心位置。
5、中断控制程序。
6、安装06版本的补丁程序SP04(SP04安装盘)。
其中C盘安装的是WINDOWS系统,D盘安装的是DEK印刷机的应用软件。
|
二、 安全控制 DEK机在以下几个方面进行了安全设计方面的考虑:
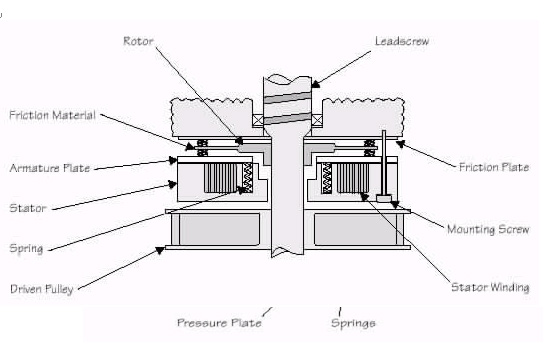
PRINT CARRIAGE 刹车机构当马达断电时开始起作用,以保证丝印头抬起时PRINT CARRIAGE不会碰装到设备后部机架。 工作原理:如图所示,马达轴通过键连接带动FRICTION-PLATE 转动,当电磁铁断电时,弹簧推动压力片和摩擦片接触,并形成一定的摩擦力,由于压力片和电磁铁都是固定在机架上的,所以会阻止摩擦片转动,从而起到阻止马达转动的功能。当电磁铁带电以后,它就能使压力片在电磁力的作用下离开摩擦片,这样摩擦轮就能自由的跟随马达转动。
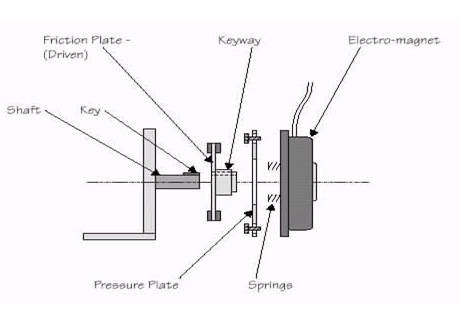
.RISING TABLE BRAKE RISING TABLE 刹车部分
工作原理:工作时电磁线圈带电,将ARMATURE PLATE 吸住,用键槽固定在丝杆上的摩擦片放松,丝杆可转动,当开盖、断电是电磁贴断电,弹簧会将ARMATURE PLATE推上和摩擦轮压紧,由于AMMATURE PLATE用螺丝固定在机座上,它不能随丝杆转动,所以这时TABLE不会因为重力等原因往下掉。 |
|
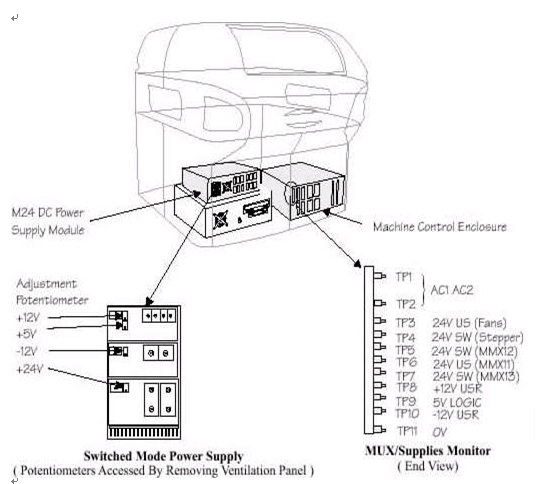
三、电源部分 电源供应系统由M23和M24两个电源箱控制,最终提供+5v,+12v,-12v,+24v,~44v的电源,分别供应给电脑,风扇,控制卡,各类直流马达等。在这过程中完成了电源部分的测试与调整。M23为机器的交流电源箱,根据实际的交流电源供应,通过电源箱内的跳线确定输出电压。输出44Vac 到M24直流电源控制箱。 电压的测试及调整点如图。调整到的范围是: |
|
电压测试点 |
测试电压 |
范围 |
|
TP3 |
+24V |
+24 ±0.5 |
|
TP4/TP5/TP6 |
+24V |
+24±0.5 |
|
TP7 |
+24V |
+24±0.1 |
|
TP8 |
+12V |
+12 ±0.5 |
|
TP10 |
-12V |
-12 ±0.5 |
|
TP9 |
+5.14V |
+5.14 ±0.02 |
|
TP1与TP2 |
~44V |
42-45V,不需调整 |
直流伺服马达有:
- RISING TABEL AXIS MOTOR
- PRINT CARRIAGE
- VISION CAMERA X AXIS
- VISION CAMERA Y AXIS
24V步进马达有:
- FRONT SQUEEGE STEPPER MOTOR
- REAR SQUEEGE STEPPER MOTOR
- MOVING RAIL STEPPER MOTOR
- MOVING SCREEN STEPPER MOTOR
12V步进马达有:
- X FWD SCREEN ACTUATOR STEPPER MOTOR
- X REAR SCREEN ACTUATOR STEPPER MOTOR
- Y SCREEN ACTUATOR STEPPER MOTOR
- PASTE DISPENSE STEPPER MOTOR
|
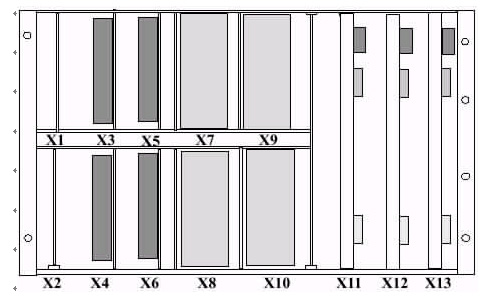
四、控制部分 电气控制系统由M19 PC箱和控制卡箱组成,控制各个马达的动作,sensor的感应处理,人机界面处理等。 各部件的机械控制系统包括PRINT CARRIGE,SCREEN ALIGNMENT,HEAD LIFT,CAMERA等各大部分。 控制单元的控制箱如图:
各卡的位置功能如下表: |
|
Designation(Slot) |
Card |
Function |
Axis |
|
X1 |
MUX Supplies |
Monitor Stepper motor drives, axis home signals and supplies monitor function |
|
|
X2 |
Head Lift |
Provides drive to the head lift actuator |
|
|
X3 |
Dual Stepper |
Stepper drive to the X fwd and X rear alignment actuator motors |
4, 5 |
|
X4 |
Dual Stepper |
Stepper drive to the rear squeegee and the moving rail motors |
7 MUX-1 |
|
X5 |
Dual Stepper |
Stepper drive to the Y alignment actuator and the front squeegee motors |
6,7 MUX-1 |
|
X6 |
Dual Stepper |
Stepper drive to the paste dispenser motor and screen load motor |
7 MUX-1 |
|
X7 |
EuroAmp 10 |
Rising table servo motor |
0 |
|
X8 |
EuroAmp 10 |
Camera X servo motor |
2 |
|
X9 |
EuroAmp 10 |
Print carriage servo motor |
1 |
|
X10 |
EuroAmp 10 |
Camera Y servo motor |
3 |
|
X11 |
MultiMove (switched) |
Control of inputs/outputs |
|
|
X12 |
MultiMove (switched) |
Control of inputs/outputs |
|
|
X13 |
MultiMove (unswitched) |
Control of inputs/outputs |
|
五、PRINTHEAD部分
PRINT HEAD由普通直流马达配合UP,DOWN两个SENSOR和DOWN极限限位开关控制行程。
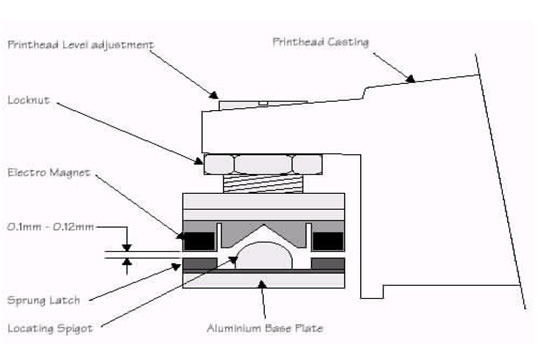
1、下图是PRINTHEAD LATCH 结构示意图,该部分的调整要求是当HEAD LATCH打开时,图示四周的间隙在0.1-0.12MM之间,保证PRINTHEAD 的水平,通常这一部分是不需要调整的。当铝垫磨损后可已将之更换。
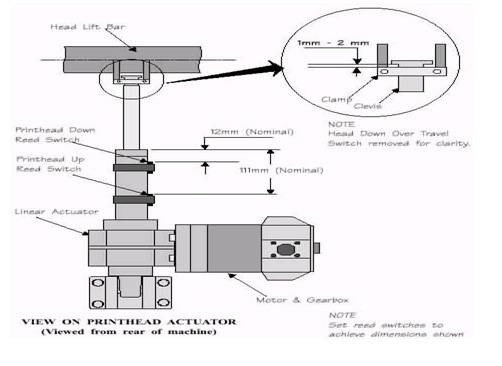
2、 HEAD LIFT 结构,PRINTHEAD 上下极限位置感应器的调整
HEAD LIFT SENSOR位置可以按照下图的要求进行检查,在满足SENSOR位置条件下最后要确认将印刷头将下时CLEVIS与CLAMP之间一定保持1-2mm间隙。在PRINT HEAD升起时,支撑杆刚好起支撑作用。
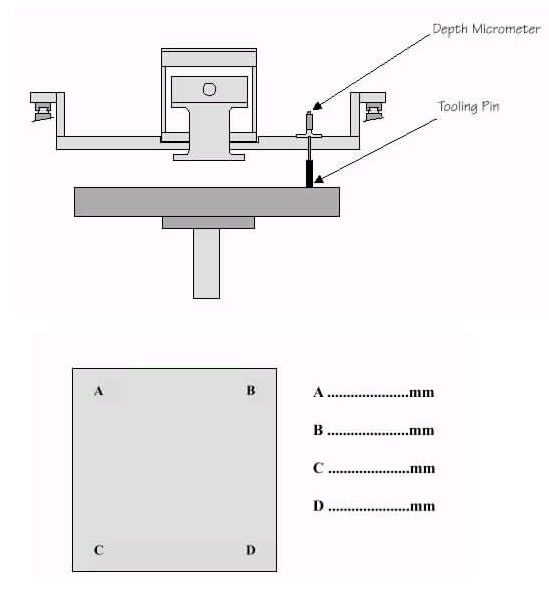
3、印刷头的水平检查
通常情况下,印刷机印刷头的水平是不需要重新调整的,检查这一水平是为了检查TABLE和钢网定位架的水平。检查是按照图四的方法使用深度尺检查TABLE四个角上的高度,要求四个高度相差不超过0.15mm,检查时可进入诊断模式驱动印刷头运动。
图四:
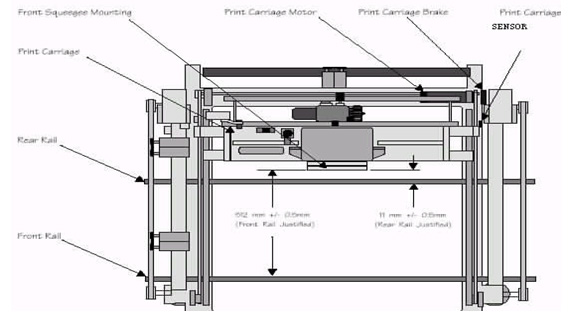
六、PRINT CARRIAGE 部分
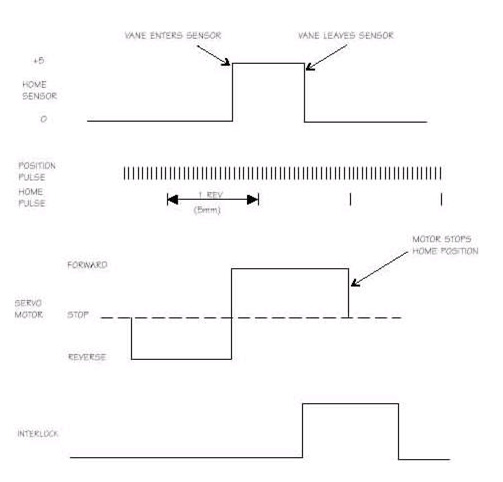
1、PRINT CARRIAGE MODULE HOME SEQUENCE 图

2、图形分析:
当处理器向轴控制卡发出HOME指令时,轴控制卡向驱动卡发出HOME指令,马达向HOME SENSOR运动,当HOME SENSOR感应到FLAG的信号是,马达会接受到一个反向运动的指令,马达开始反向运动,当轴控制卡接到HOME 感应器中FLAG脱离信号时,轴控制卡向驱动卡发出马达停止的指令,马达在轴控制卡控制下停下来PRINT CARRIAGE MODULE到达HOME位置。
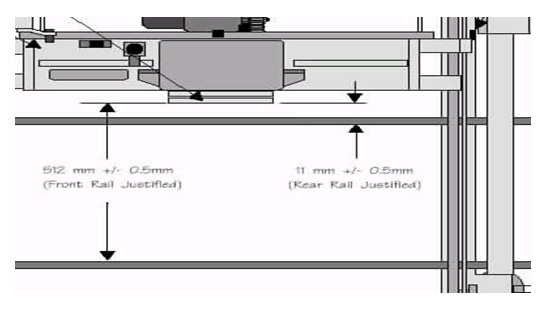
3、 PRINTCARRIAGE HOME 位置的检查与调整
参照下图,在诊断模式内将PRINTCARRIAGE运行到HOME位置,检查下图所示刮刀架定位架和前轨道皮带的后边之间的距离512MM+/-0.5MM是否合适,如果不合适可以调整下图右边PRINT CARRIAGE SENSOR,由于PRINT CARRIGE 轴伺服马达的INDEX PULSE不参与定位,所以调整HOME位置就可以调整PRINT CARRIAGE位置。
七、RISING TABLE 部分
RISING TABLE支撑PIN、PCB,同时在印刷过程中将轨道、支撑PIN、PCB运行到已经设定好的高度。预备高度、照相高度、印刷高度等
RISING TABLE轴HOME SEQUENCE原理:
・ 轴控制卡得到HOME指令
- 轴控制卡向驱动卡发出向HOME SENSOR运动的指令
- 驱动卡以中等速度驱动马大向HOME运动
- 当HOME SENSOR收到挡片进入SENSOR信号时会将这一信号送到轴控制卡,轴控制卡向驱动卡发出反向运动的指令,驱动卡驱动马达反向运动。
- 当HOME SENSOR感应到挡片离开时,轴控制卡开始找ENCODER的零脉冲,当找到零脉冲时同时检查HOME INTERLOCKSENSOR是否感应到信号,如果感应到挡片,HOME过程完成。
- 如果没有感应到信号,整个系统会将这一HOME过程重新进行一次,如果四次HOME过程都没有顺利完成,显示屏上就会出现POSITION ERROR。
注意事项:
- 不要去动和调整挡片,因为这一位置通常已经调好
- 更换感应器时一般也不需要调整挡片,但要注意挡片不要碰到了SENSOR
- 更换马达后需要进行VISION HEIGHT 和PRINT HEIGHT的CALIBRATION。
RISING TABLE 系统各SENSOR调整要求:

八、Frame马达的更换和 Air gap 的调整
更换SCREEN ALIGNMENT的三个马达,即XF,XR和Y,其拆卸比较方便,其中XR和XF可以互换。在马达更换后,必须做VISION CALIBRATION和OFFEST CALIBRATION。
Air gap是FRAME和SCREEN ALIGNMENT之间的间隙,在吸合之后可以防止钢网在印刷过程中晃动,在吸合之前的间隙要求是0。2mm到0。25mm。
本站某些网章来自于网络,如有侵权,请发邮件告之,smtcn@smtcn.com.cn